Forced demould is to simplify the mold structure, because of product structure restrictions, a certain way of under-cut on the product, demould handling, this method is simple to use, but more restrictions, when you use, you must accurately determine whether it applies.
The ability to use this method requires meeting the following requests.
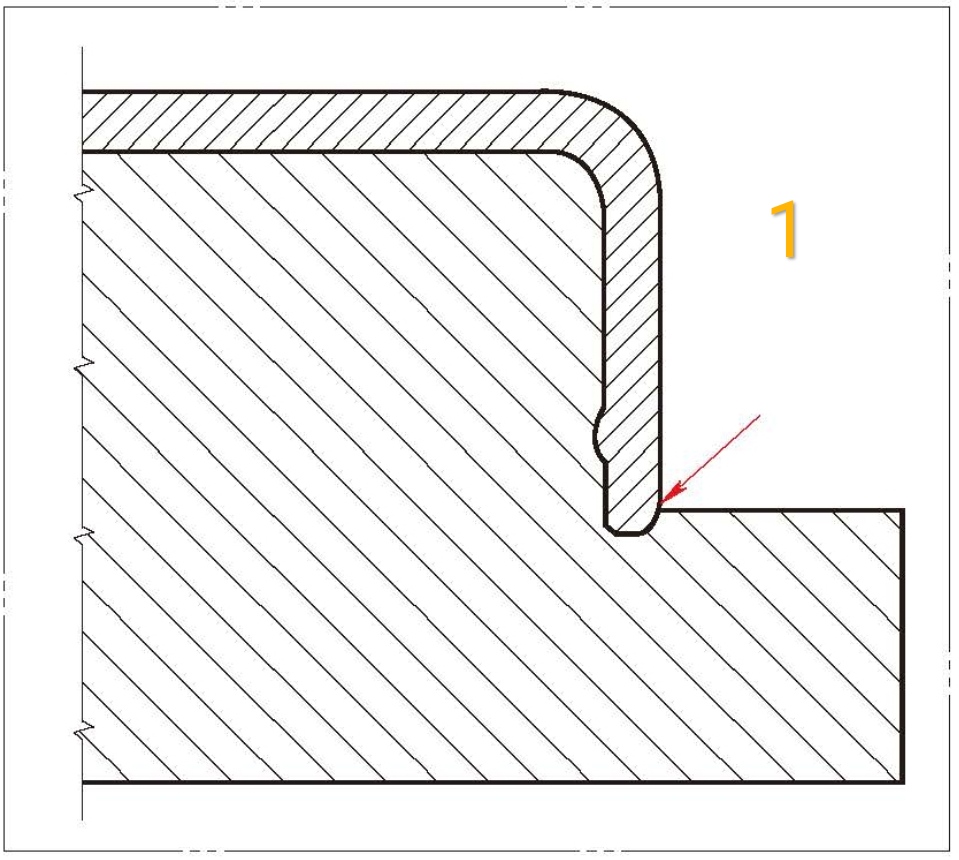
1.There must be enough space on the mold to deform the product.
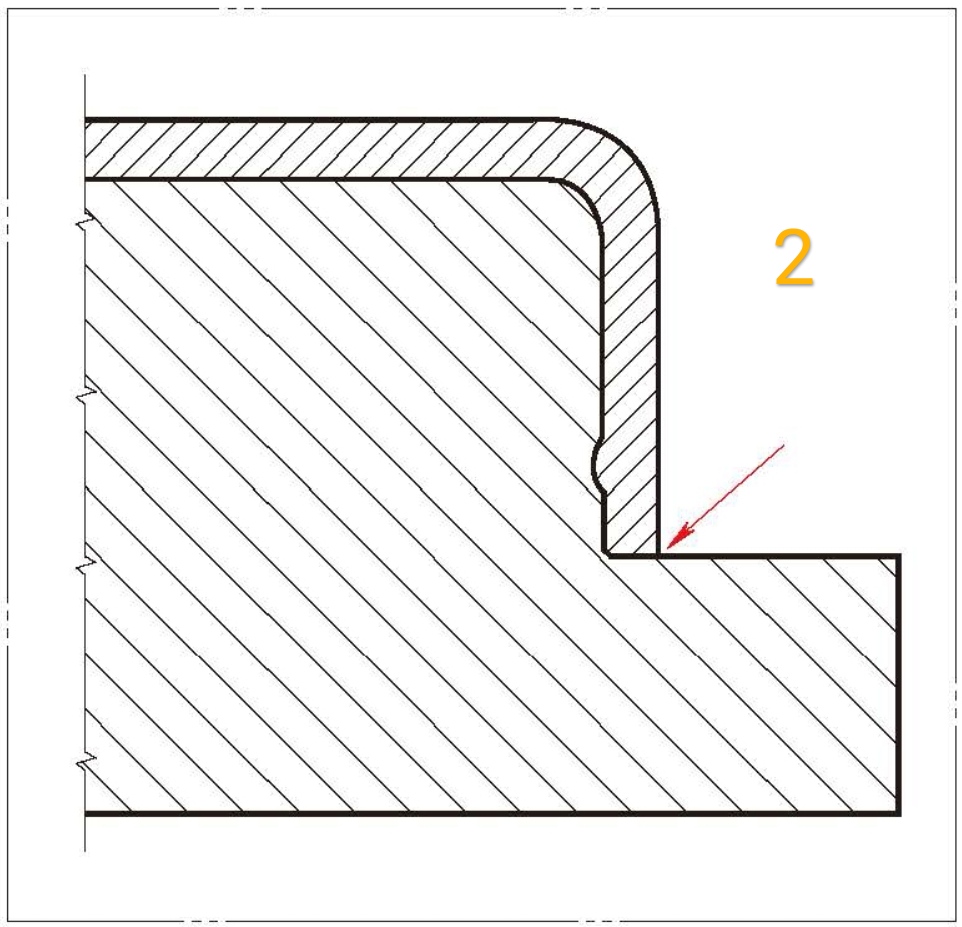
As shown in Figure 1, the arrow at the product has an R angle, mold parting surface just wrapped in R corner, the product in the forced demould procedure will be deformed outwards, and this R corner of the glue surface just block the product, to prevent product deformation, when the forced demould happened, it will pull out the product to discount product quality, if we change it with the designation in figure 2, forced demould will be going smoothly.
2. The product itself can produce enough deformation.
The amount of deformation of the product must be greater than the size of the under-cut buckle, the size of the amount of deformation and the structure of the product, and the characteristics of the plastic itself have a direct relationship.
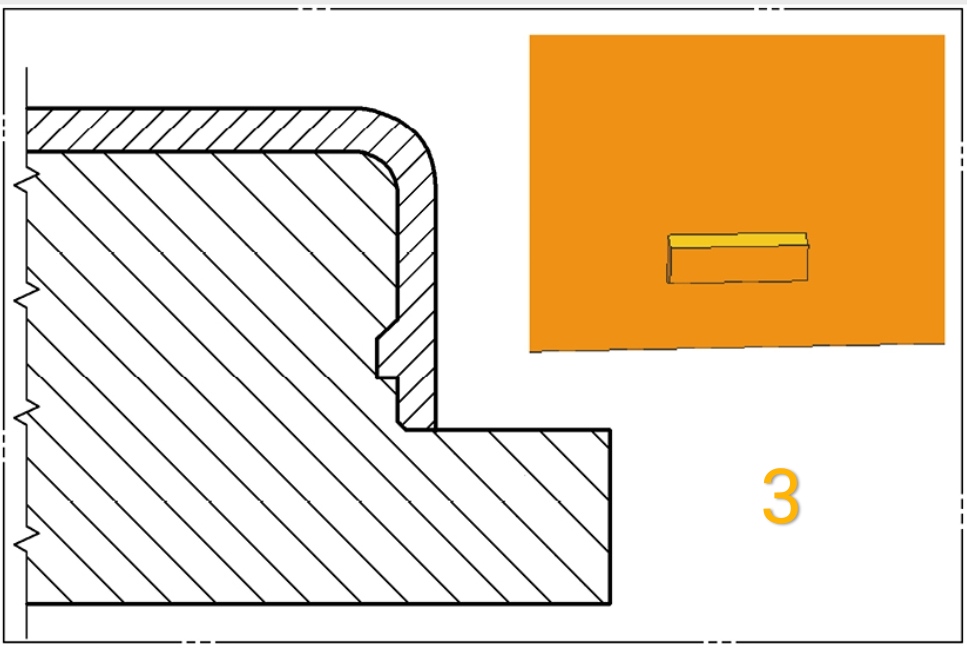
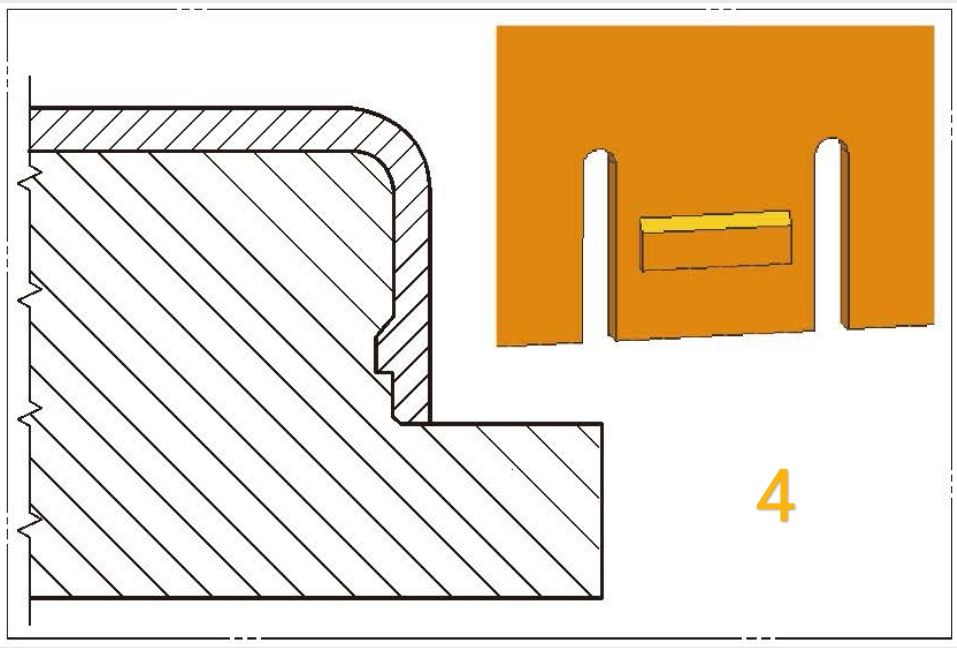
As shown in Figure 3, due to the entire connection of the face where the inverted buckle is located, the undercut position deformation is limited, which is not conducive to forced demould. If you change to the structure shown in Figure 4, add a glue slot on both sides of the inverted buckle, you can increase the amount of inverted position deformation, easy for the product to force demould.
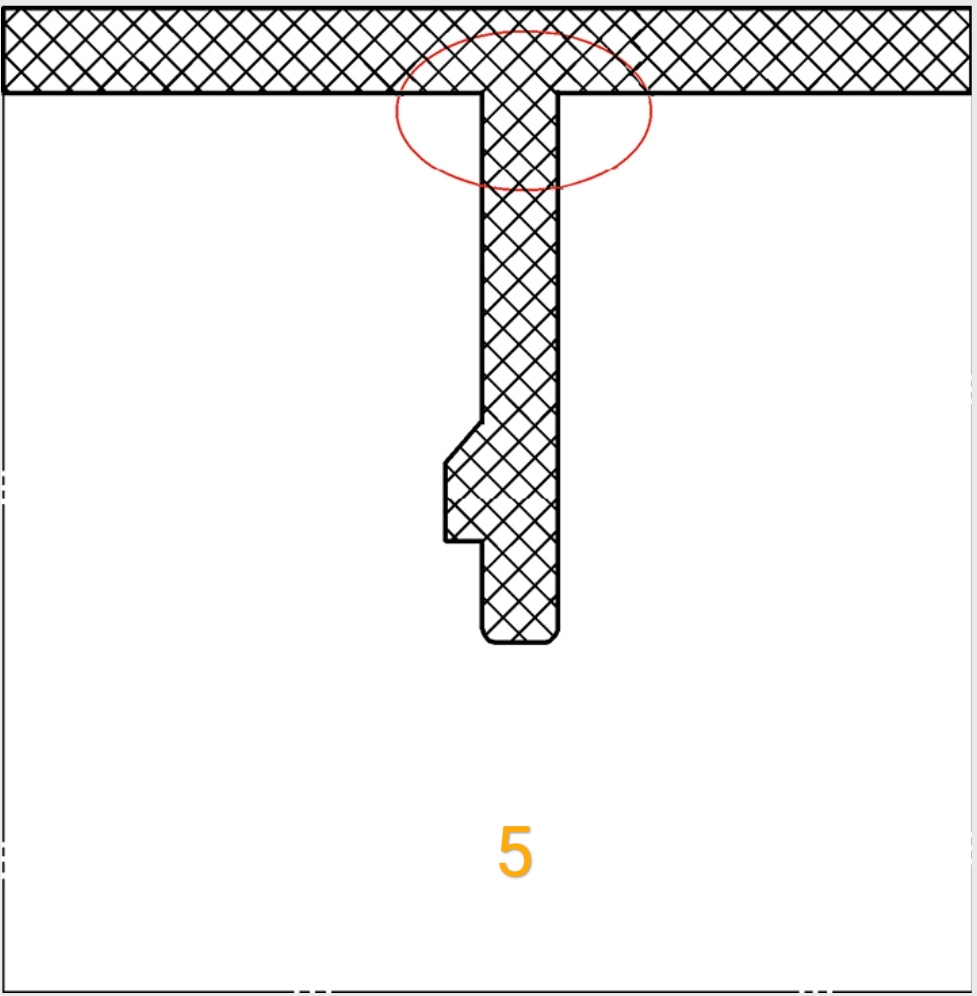
3. There need to be enough fillets or similar transition faces at the corners of the product structure.
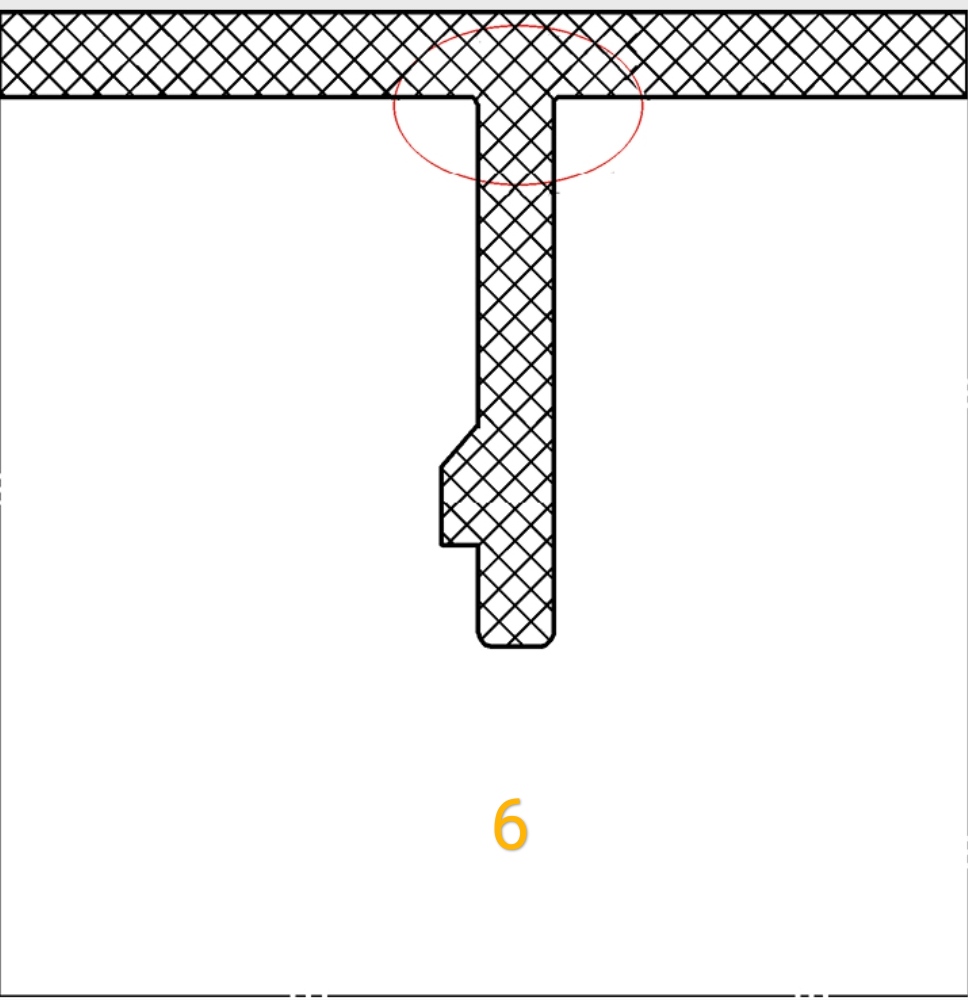
There need to be sufficient fillets or similar transition surfaces at the corners of the product structure to prevent the product from being pulled or disconnected during forced demould. As shown in Figure 5, the product structure corner is the right angle, the product in deformation, this right angle position due to stress concentration, easy to break, if changed to Figure 6 shown R angle, can effectively improve this problem.
Note: If the rib position is directly below the appearance surface, if the R angle is too large, it will cause the surface of the product to shrink.
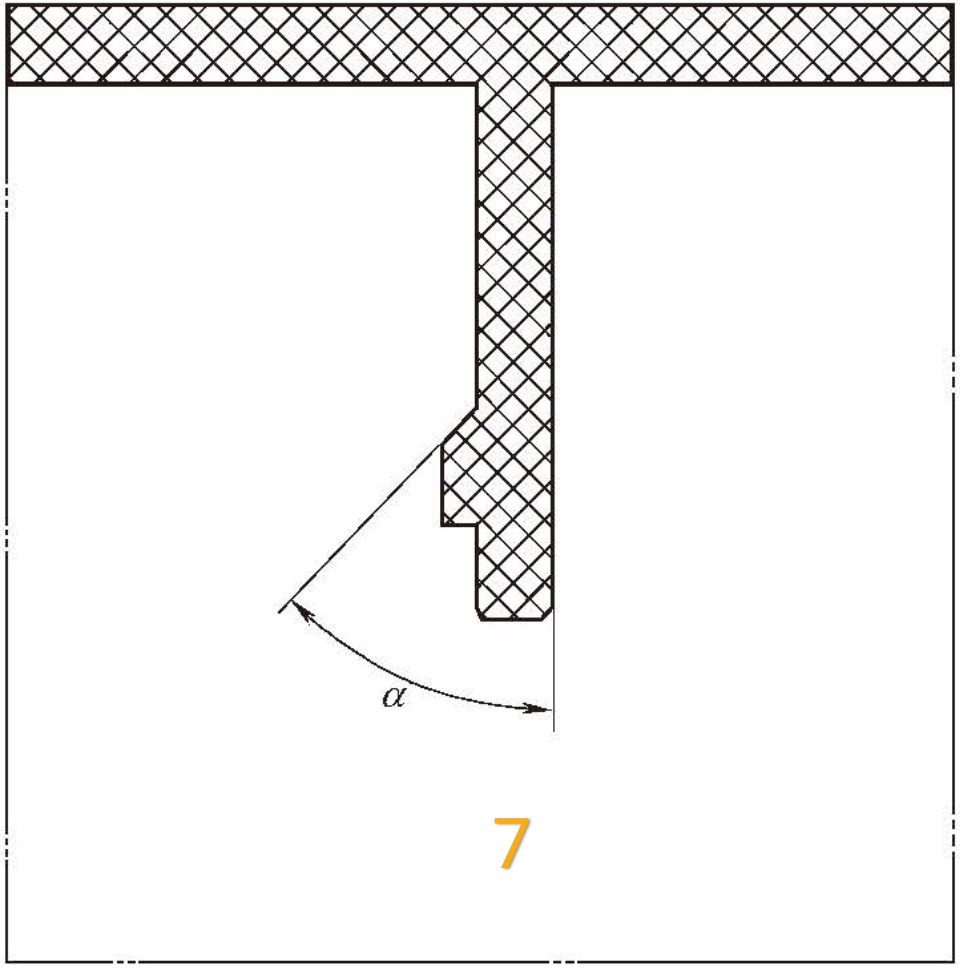
4. The angle of the undercut buckle surface and the forced demould direction of the product should be suitable.
The angle between the undercut surface and the forced demould of the product should not be greater than 50 degrees, normally, the smaller the angle, the better.
The angle of the undercut surface is shown in Figure 7, and the angle α in the figure should be less than 50 degrees.
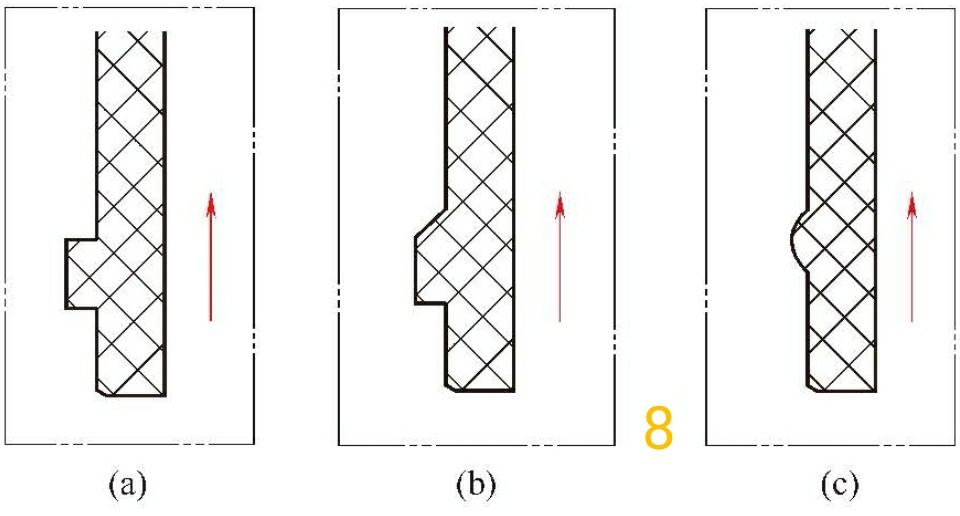
Figure 8 shows several shapes of the undercut surface, and the arrow direction in the figure is the release direction.
Structure b and structure c can be forced demould, structure a can't support to do like that.
5. The depth of the undercut should be within the range of the forced demould.
When the product whole ring undercut forced demould, the depth of the undercut can not be too deep, the depth of the undercut is affected by the product material, size, structure, and so on. When partially forced demould, it can change the product structure, such as by increasing the glue slot and other ways to increase the amount of product deformation. For large products, there is enough mold space, undercut depth, and other cases, in order to ensure mold safety, reduce risk, we usually use the mechanism structure to demould instead of using forced demould.











